Nabewerkingen
Spuitverven

Poedercoaten

E-Coating

Plating

Anodising (alleen Alu Zwart & Alu Grijs)

Sandblasting

Hoge Druk Spuitgieten
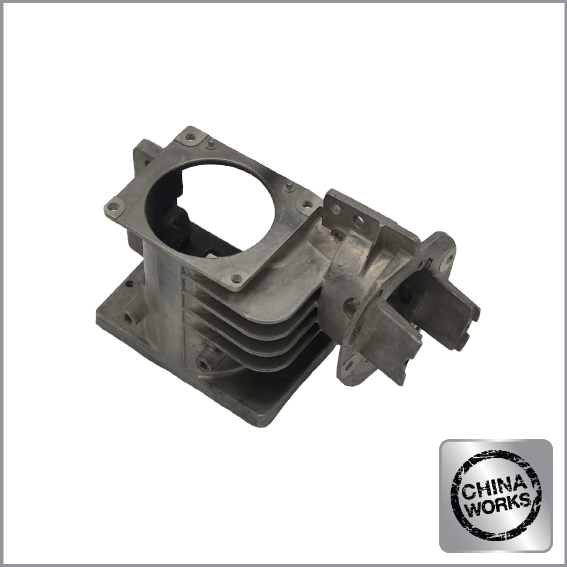
Hoge druk spuitgieten, ook wel high pressure die casting genoemd of HPDC in het kort, is een extreem efficiënt productie proces waarbij gesmolten aluminium legeringen, onder hoge druk in een matrijs geschoten worden om zo een product te maken. Bij hoge druk spuitgieten worden vaak aluminium legeringen gebruikt die onder drukken van 100 Ton tot wel 3.000 in geharde stalen matrijs geschoten worden. Door deze enorme druk kan het vloeibare aluminium zich goed in alle hoeken en gaten van de meest complexe matrijzen werken. Alsmede door deze enorme drukken, vult het gesmolten aluminium heel precies de matrijzen waardoor complexe en dunwandige vormen gemakkelijk gemaakt kunnen worden zodat nabewerkingen in de meeste gevallen overbodig zijn. Er zijn natuurlijk uitzonderingen zodat het aanbrengen van schroefdraad.
Bij hoge druk spuitgieten kunnen producten aan de lopende band geproduceerd worden waardoor seriegroottes van 1.000 tot 1.000.000 geen vreemde aantallen zijn. Door de hoge aantallen van de series en de snelheid van productie, liggen de productie kosten relatief laag. Daaraan is wel een complexe matrijs aan verbonden die meer dan 50.000 shots mee kan gaan.
Nabewerkingen
Spuitverven
Poedercoaten
E-Coating
Plating
Anodising (alleen Alu Zwart & Alu Grijs)
Sandblasting
Voordelen
- Grote serie groottes van 5.000 tot 1.000.000 stuks kunnen geproduceerd worden.
- Uitstekende nauwkeurigheid en oppervlaktekwaliteit van producten.
- Zeer hoge productie snelheid.
- Metalen met een lage gietbaarheid zijn toch gietbaar door de hoge druk.
- Lage stuks prijzen vergeleken met andere productie processen zoals; lage druk gieten, coquille gieten of zandgieten.
Aandachtspunten
- Grote serie aantallen zijn vereist om de proceskosten aantrekkelijk te maken; voor kleinere serie groottes kunnen wij alternatieven aanbieden en aanpassingen voorstellen.
- Smalle wanddikte tot wel 2,0mm zijn haalbaar met hoge druk spuitgieten. 8,0mm is de maximale wanddikte. Wanneer de wanden dikker gemaakt worden kan het materiaal sneller krimpen en voor krimpgaten zorgen.
- Voor het loskomen van het product met de matrijs wordt door ons aangeraden om een lossingshoek tussen de 1,0 en de 2,0° te gebruiken. Dit is afhankelijk van de complexiteit en grootte van het product.
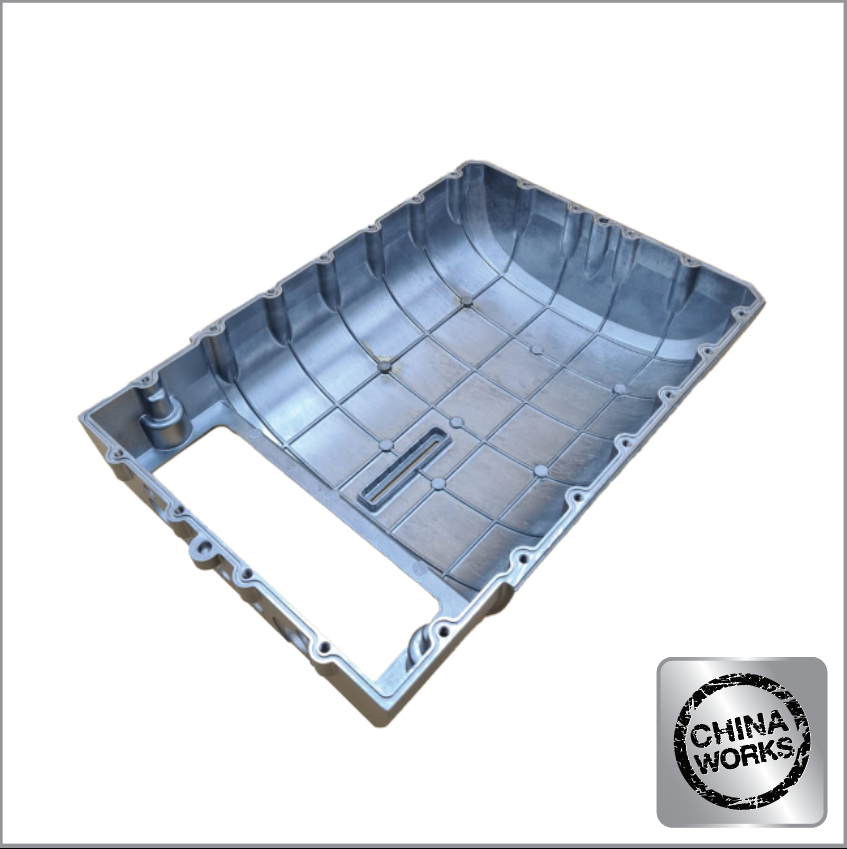
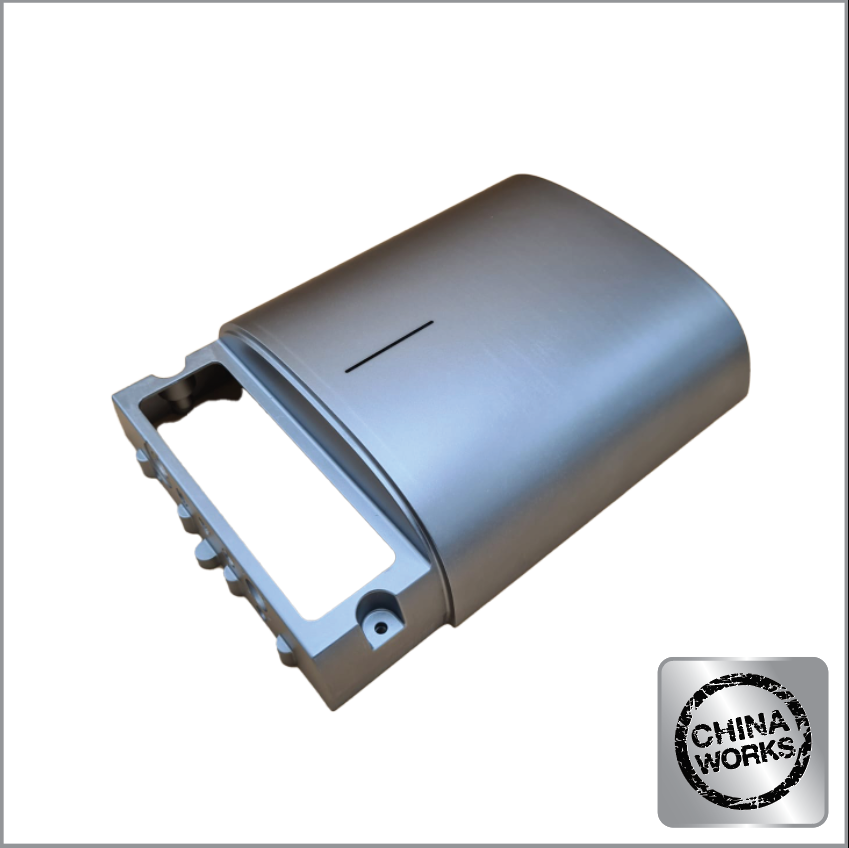
Voorbeelden