Finishing
Spray Painting

Powdercoating

E-Coating

Plating

Anodising (alleen Alu Zwart & Alu Grijs)

Sandblasting

High Pressure Die Casting
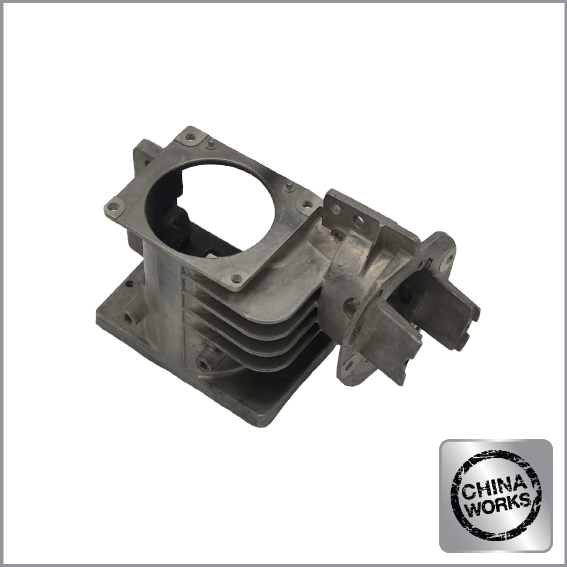
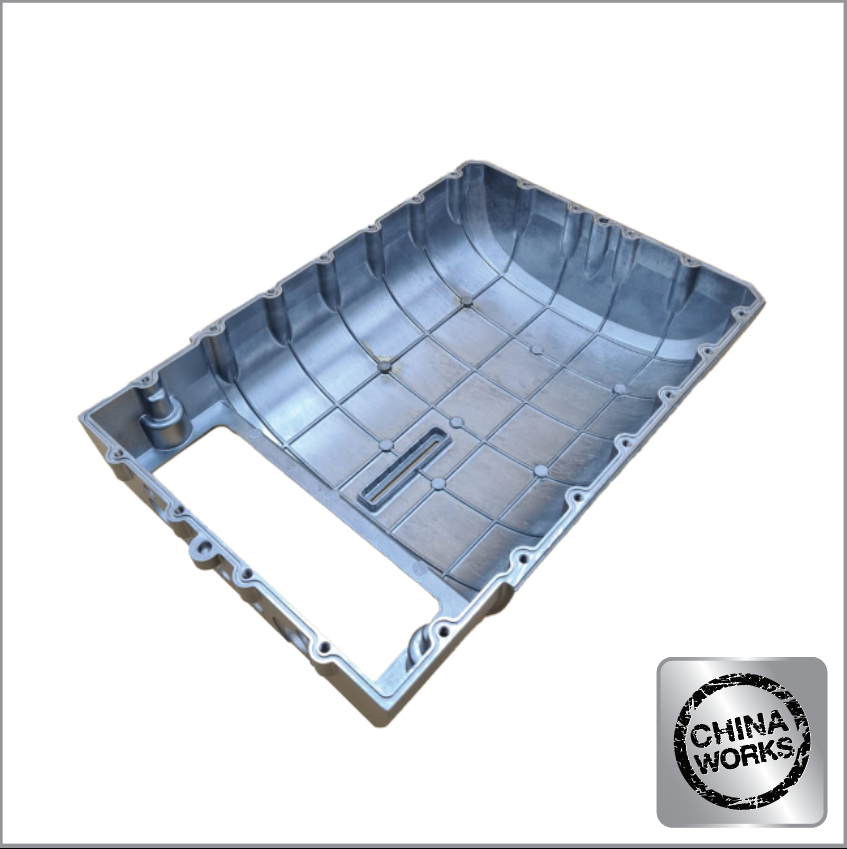
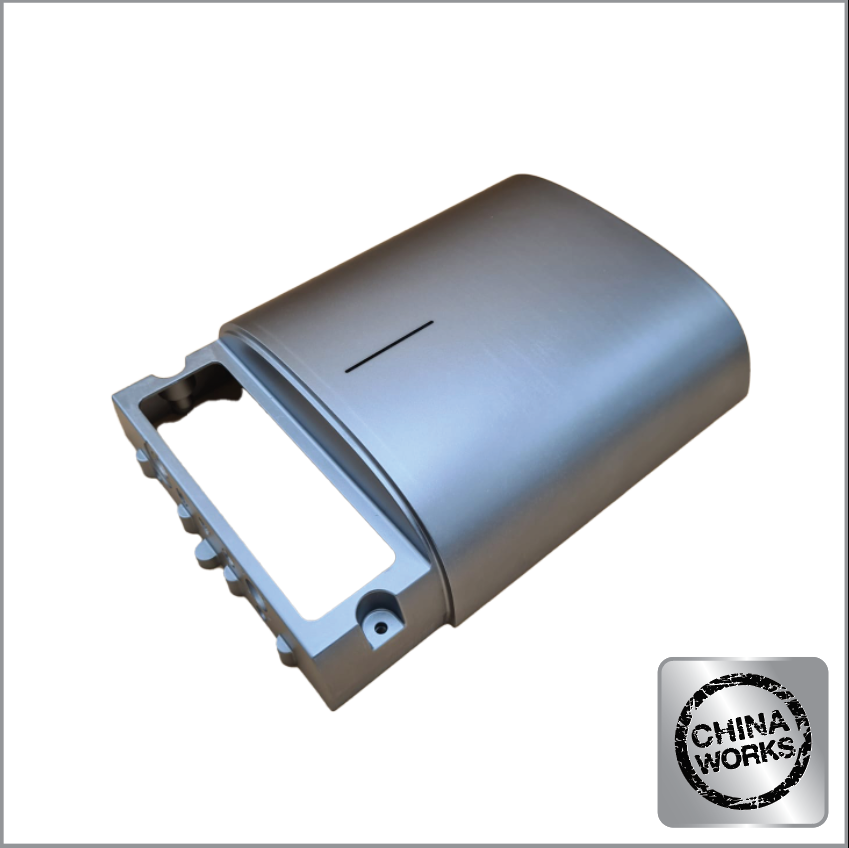
High pressure die casting, also known as high pressure die casting or HPDC for short, is an extremely efficient production process in which molten aluminium alloys are shot into a mould under high pressure to make a product. High-pressure die casting often uses aluminium alloys that are shot into hardened steel moulds under pressures of 100 to 3,000 tons. This enormous pressure allows the liquid aluminium to work its way well into every nook and cranny of the most complex moulds. Through the use of these enormous pressures, the molten aluminium fills the moulds very precisely, making it easy to make complex and thin-walled shapes, so that in most cases, post-processing is unnecessary. There are of course exceptions such as threading.
With high-pressure injection moulding, products can be produced on the assembly line, so that series sizes of 1,000 to 1,000,000 are no strange numbers. Due to the high numbers of the series and the speed of production, production costs are relatively low. It does, however, require a complex mould that can last for more than 50,000 shots.
Finishing
Spray Painting
Powdercoating
E-Coating
Plating
Anodising (alleen Alu Zwart & Alu Grijs)
Sandblasting
Advantages
- Large series sizes from 5,000 to 1,000,000 pieces can be produced.
- Excellent accuracy and surface quality of products.
- Very high production speed.
- Metals with a low castability are still castable due to the high pressure.
- Lower unit prices compared to other production processes such as; low pressure casting, gravity casting or sand casting.
Consequences
- Large series numbers are required to make the process costs effective; for smaller series we can offer alternative production methods and propose adjustments.
- Narrow wall thicknesses from up to 2.0mm are achievable with high pressure die casting. 8.0mm is the maximum wall thickness. When the walls are made thicker, the material can shrink faster and cause sink marks and shrink holes.
- We recommend using a draft angle between 1.0 and 2.0° for the release of the product from the mould. This depends on the complexity and size of the product.
Samples